

 更新時間:2022-11-14 09:57????瀏覽:
更新時間:2022-11-14 09:57????瀏覽:
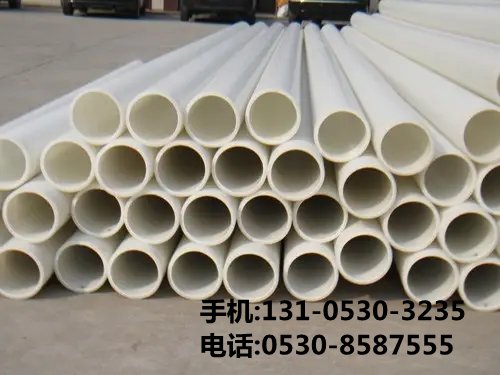
pp管輔佐符號方位便利裝置
pp管在中間堵截,分為左右兩部分,分別從左右兩端找到兩部分的曲折次序。假如pp管從右端曲折,將左端曲折次序逆轉到右端曲折次序后面;假如pp管從左端曲折,則將右端曲折次序逆轉到左端曲折次序后面運用。一般曲折機曲折時有兩種狀況,一種是曲折機上標明管段的直線進給長度裝置。一部分是曲折和旋轉的次序,另一部分是反映每個彎頭起彎點之間的距離。
pp管具有很強的耐腐蝕性和防老化性,在運用時能夠發揮其效果和價值,因為冷卻管的冷量能夠通過支撐座傳遞到結構梁上。pp管在切開時端面有必要垂直于管軸,管道切開一般采用專用剪刀或管道切開機,必要時采用尖利的鋼鋸,但切開后應去除管道段的毛刺。在焊接彎頭或三通時,應注意其方向,并在管件和管道的直線方向上用輔佐符號其方位;此時,能夠校正接頭,但嚴禁旋轉。
在銜接時,將管端導入加熱套,插入標準深度,將管件推到加熱頭,到達規則標志;pp管加熱時刻后,立即從加熱蓋和加熱頭上取下管道和管件,快速直接插入標準深度,使接頭構成均勻的凸邊際。熱熔銜接的關鍵技術是操控***加熱溫度、加熱時刻和冷卻時刻,且其受環境溫度影響較***。pp管熱熔接口的強度高于管材本體,接縫不會因為土壤移動或載荷的效果而斷開。
在成型模具中的口模與芯軸組裝后的同心精度差,使兩部分之間的熔體流道間隙不均勻,我們應調整兩部分的同心精度。pp管擠壓生產一段時刻后,圓形截面壁厚誤差,這是因為調整口模與芯軸間隙的調整螺釘松動,注意調整螺釘的擰緊。假如原材料中的水或揮發物過多,則應枯燥原材料。成型模具的壓縮比較小,應適當添加熔體成型模具的壓縮比,pp管應從頭修改模具結構。